Как обеспечить эффективное использование производственного оборудования
 Естественно, руководитель предприятия понимает, что оборудование функционирует в условиях ограничений, препятствующих повышению эффективности его использования. Часть этих ограничений неизбежна: нерабочее время (остановки на выходные и праздничные дни), плановые остановки (на переналадку, на техническое обслуживание и предупредительные ремонты, загрузку сырья), потери скорости на вывод остановленного оборудования в номинальный режим работы и т.д. Проще всего принять эти потери времени как данность и вычеркнуть их из календаря.
Естественно, руководитель предприятия понимает, что оборудование функционирует в условиях ограничений, препятствующих повышению эффективности его использования. Часть этих ограничений неизбежна: нерабочее время (остановки на выходные и праздничные дни), плановые остановки (на переналадку, на техническое обслуживание и предупредительные ремонты, загрузку сырья), потери скорости на вывод остановленного оборудования в номинальный режим работы и т.д. Проще всего принять эти потери времени как данность и вычеркнуть их из календаря.
Но именно здесь и кроются проблемы, требующие внимания. Действительно ли все остановки проходили планово, или где-то были неплановые увеличения их длительности или количества? Если были, то как определить, в каком месте технологического процесса, когда и по какой причине?

Рис. 1. Реальное время производства и потери производственного времени
Еще более очевидно, что нехватка обслуживающего персонала, отвлечения на совещания, недостача сырья, сбои в энергоснабжении, дефекты и отказы оборудования приводят к неплановым простоям, снижению скорости работы технологических систем, а значит к потерям в объемах производства. Более того, в отсутствие выхода продукции в течение этих интервалов времени, затраты все равно осуществляются (зарплата персонала, аренда площадей и оборудования и т.д.) и увеличивают себестоимость. Очевидно также, что те периоды, когда производился брак, эквивалентны потерям времени.
Каждый такой вид потерь «отщипывает» свою лепту от времени, в течение которого оборудование могло бы производить продукцию. В итоге, реальное время производства соотносится с календарным так, как показано на рис. 1. Знает ли об этом руководитель, принимающий решение о развертывании дополнительных мощностей?
Видимо, догадывается, но не знает точно, где и сколько «зарыто» рабочего времени, и как его извлечь, как откопать этот своеобразный клад, скрытый завесой неконтролируемых факторов. Ведь реальный производственный процесс — это десятки и сотни возможных причин потерь рабочего времени. Как их выявить, и как ими управлять?
Что такое OEE?
Вам трудно управлять всеми потерями и их причинами одновременно? — и не пытайтесь это делать, а лучше установите, у каких видов потерь наибольший вклад, выявите их причины и сконцентрируйтесь только на них. Перефразируя правило Парето — 80 процентов потерь производственного времени обусловлены 20 процентами причин. Соответственно, справившись с главными проблемами, можно потом перейти к следующим 20 процентам, но уже на новом уровне общих потерь.
Упоминание здесь о «видах» уже подразумевает наличие некой классификации и системности. Необходимость сфокусироваться на наибольшей составляющей потерь требует измерений. Действительно, управлять можно тем, что можно измерить. А в данном случае еще важна оперативность измерений и реагирования. Этим потребностям отвечает известный в мировой практике показатель OEE — Overall Equipment Effectiveness, используемый для измерения общей эффективности оборудования.
Показатель OEE демонстрирует, что с помощью простого алгоритма расчета и анализа можно получить ответ на важнейший для руководителя предприятия вопрос — каким путем можно быстро и значительно увеличить выпуск продукции, не вводя дополнительных мощностей? Показатель OEE вскрывает «черный ящик» потерь и позволяет уловить проблемные места производства.
Согласно определению [1], показатель OEE учитывает три фактора:
1. А — Готовность (Availability) — учитывает потери, связанные с простоями оборудования (Down Time Loss).
A = (Фактически отработанное время) / (Плановое время выпуска продукции)
2. P — Производительность (Performance) — учитывает потери, связанные с уменьшением скорости производства (Speed Loss).
P = (Количество произведенной продукции / Время работы) / (Норма производства в час)
3. Q — Качество (Quality) — учитывает потери, связанные с низким качеством продукции (Quality Loss).
Q = (Количество качественной продукции) / (Количество произведенной продукции)
Результирующее выражение для расчета OEE:
OEE = A * P * Q.
В международной практике принято считать плохим показатель OEE менее 65%, удовлетворительным — от 65% до 75%, хорошим — более 75% (мировые промышленные лидеры имеют значения 80–85%) [2].
Что нужно для измерения OEE?
Для того чтобы получать показатель OEE, необходимо в каждую рабочую смену регистрировать переходы оборудования из рабочего в нерабочее состояние и наоборот. При этом должно фиксироваться время нахождения в том или ином состоянии.
Чтобы потом анализировать причины потерь, регистрация этих переходов должна сопровождаться указанием их причин (должен быть разработан справочник причин). Каждой смене необходимо регистрировать количество произведенной продукции, количество брака (или качественной продукции), причины брака.
Чтобы сравнивать рабочие смены, технологические линии или участки по их вкладу в итоговый OEE, расчет показателя нужно проводить с соответствующей выборкой данных — по сменам, линиям и т.д. Как правило, требуются расчеты на разные периоды производства и т.д. После корректирующих действий, направленных на устранение причин потерь, необходим контроль их результативности, то есть оценка нового значения OEE и анализ в нужных разрезах. Таким образом, должен осуществляться непрерывный мониторинг OEE. Вся информация должна накапливаться, храниться и быть доступна руководителю для анализа в удобном виде — в виде гистограмм или графиков.
Все это на первый взгляд легко сделать. Но практическая реализация расчета и мониторинга OEE с использованием бумажных носителей информации сталкивается с серьезными трудностями, как только мы имеем дело с более-менее крупным производством. Не помогают и первичные средства автоматизации, такие как таблицы Excel, если нужно обрабатывать большие массивы данных.
Поэтому задача мониторинга OEE может быть практически решена только в корпоративной информационной системе, которая обеспечит единую среду данных по OEE для всех вовлеченных лиц — руководителей разных уровней, производственного и ремонтного персонала. Преимущества, которые дает информационная система, хорошо известны. Это однократность ввода данных (не происходит переписывания из одного бумажного журнала в другой), один единый экземпляр данных на всех (не происходит чреватого противоречиями размножения экземпляров записей), удаленный доступ к данным (нет этапа физической транспортировки данных от источника к получателю) и т.д.
Кроме того, по нашему убеждению, эффективная система мониторинга OEE должна иметь в качестве своей основы информационную систему технического обслуживания и ремонта (ИС ТОиР) оборудования, и быть как бы надстройкой над ИС ТОиР. Данные из ИС ТОиР — о проведенных ремонтах, статистика отказов и повреждений оборудования и узлов, статистика дефектов, — это ценная информация, которая должна использоваться в системе мониторинга OEE для выявления причин потерь.
То есть на предприятии должна строиться интегрированная система управления эффективностью использования оборудования, включающая в себя ИС ТОиР и систему мониторинга OEE. В этом случае можно будет, проводя декомпозицию причинно-следственных связей, продвигаться от общих причин к частным, находить первопричины потерь и принимать решения, направленные на их устранение. Например, можно двигаться по информационным связям между записями: от выявленного внепланового простоя — к причине простоя (поломка) — далее к характеру поломки (разрушение подшипника) — далее к причине поломки (отсутствие смазки). При этом две первые записи вносят производственники, а последние — ремонтный персонал. При анализе за достаточно больший интервал времени можно выявлять повторяющиеся поломки и причины, повторяющиеся из-за них простои и т.д.
Работники ремонтной (сервисной) службы вводят в ИС ТОиР отчеты о выполненных работах, с указанием использованных запчастей и материалов, их стоимости, трудоемкости работ, стоимости услуг внешних организаций. Прослеживая связь от поломок к причинам и далее к затратам на ремонт, можно получать оценку не только по потерям производства из-за простоя, но и определить, какие прямые затраты понесло предприятие.
Как это выглядит?
Функции пользователей системы мониторинга показателей OEE могут быть распределены следующим образом. Производственный персонал фиксирует в системе все остановки оборудования за смену, указывая их причины из справочника состояний — поломка, отсутствие подачи сырья, порча упаковки и т.д. Для работоспособного состояния оператор регистрирует устанавливаемую скорость работы производственной линии для последующего анализа распределения производительности выпуска продукции. В конце смены оператор регистрирует в системе количество произведенной продукции и брака, норму скорости выработки.
Ремонтный персонал, целью которого является обеспечение работоспособности (готовности) производственного оборудования, использует журнал дефектов в ИС ТОиР . Все отказы и повреждения регистрируются, конкретизируются их виды и причины. Планируются работы по их устранению. Накопленная статистика о распределении дефектов по причинам, последствиям и критичности используется для планирования предупреждающего обслуживания, своевременного обеспечения запасными частями и материалами. В базу данных вносятся отчеты о проведенном обслуживании и ремонтах, которые наряду с зарегистрированными дефектами хранятся в электронных формулярах оборудования и журналах выполненных работ. Эти данные содержат сведения о трудозатратах, заменах запчастей, причинах дефектов, фактической и плановой стоимости работ и т.д. и могут быть выведены из системы на печать.
.jpg)
Рис. 4. Показатели распределения использования рабочего времени за смену
Руководитель среднего звена получает оперативные данные за смену о показателях потерь рабочего времени и данные распределения по скорости производства (рис. 4), оценивает показатели OEE, анализирует причины потерь, планирует мероприятия по улучшению процесса обслуживания оборудования, контролирует выполнение запланированных мероприятий.
Высшее руководство получает оперативные данные о показателях OEE за любой период (рис. 5), оценивает показатели OEE, анализирует причины потерь по диаграммам Парето (рис. 6), демонстрирующих основные причины потерь рабочего времени.
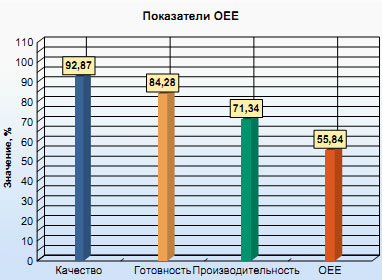
Рис. 5. Сводные показатели OEE за выбранный период
Таким образом, методика OEE дает возможность систематизировать факторы, снижающие эффективность работы оборудования, увидеть степень их воздействия и, как следствие, влиять на результат не на уровне предположений и интуиции, а используя современный и эффективный инструмент управления. Для любого достаточно крупного и современного производств это крайне важно.
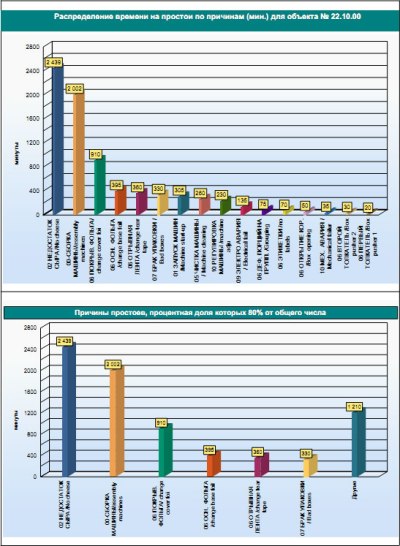
Рис. 6. Диаграмма причин простоев
Рубрика: Бизнес технологии / Производство
Просмотров: 9149 Метки: производственное оборудование
Еще записи по теме
С чего начать новый проект?
Вторник, 14 февраля 2012 г. Стиль руководства, как способ взаимодействия с подчиненными
Вторник, 6 декабря 2011 г. Технологии командообразования
Среда, 22 февраля 2012 г. Реализация программы категорийного менеджмента на торговом предприятии
Понедельник, 19 декабря 2011 г. Для чего нужен маркетинг аутентичности
Вторник, 10 апреля 2012 г. 
За что могут заблокировать на маркетплейсах?
Понедельник, 13 мая 2024 г. 
Как продвигать свои услуги и товары с использованием видеописем
Четверг, 14 марта 2024 г.
Оставьте комментарий!